Fill Your Welder Performance Qualification Record Template
Fill Your Welder Performance Qualification Record Template
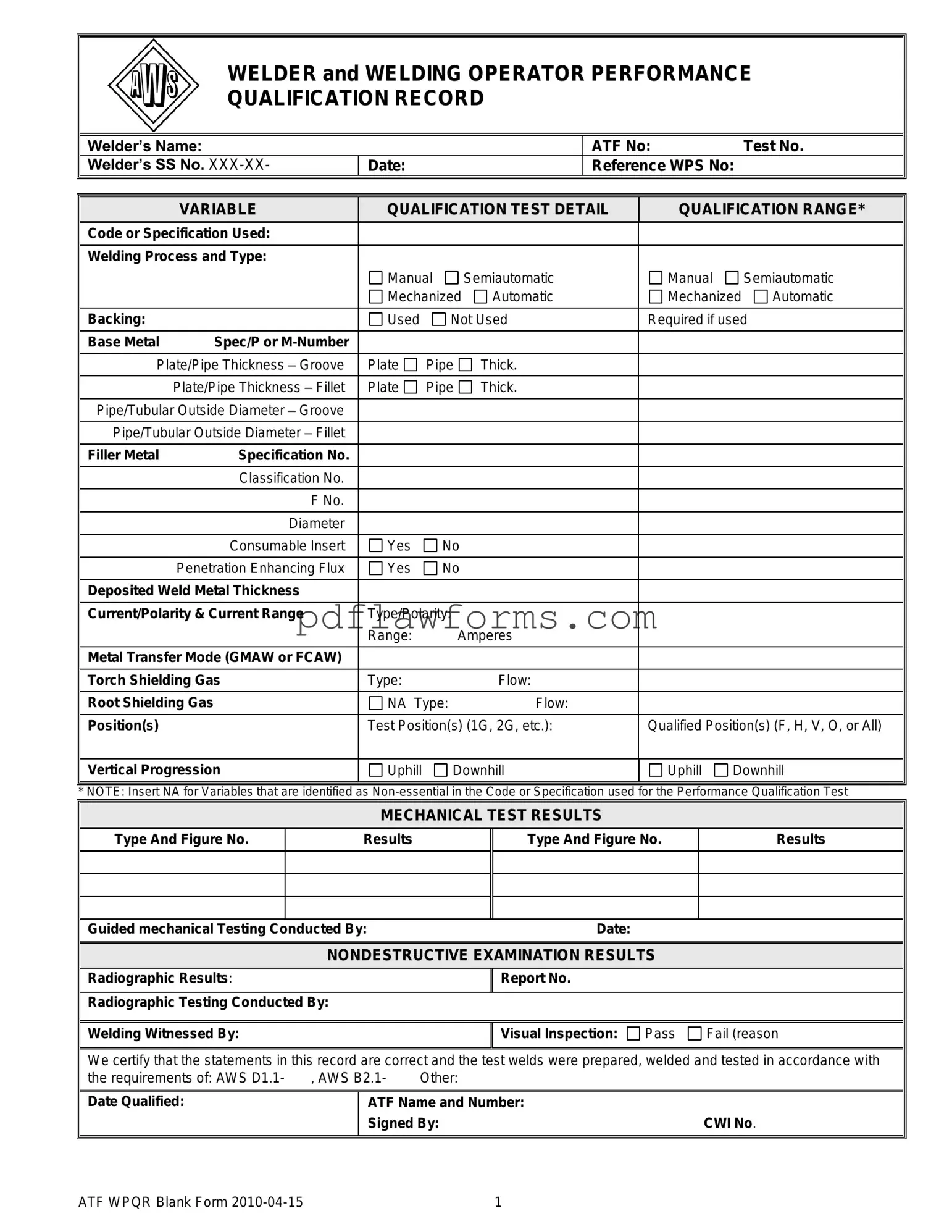
The Welder Performance Qualification Record (WPQR) form serves as a crucial document in the welding industry, providing a comprehensive overview of a welder's qualifications and capabilities. It captures essential information about the welder, including their name, identification numbers, and the specific tests they have undertaken. The form outlines the details of the qualification tests, such as the welding process used—whether manual, semiautomatic, or automatic—and the applicable codes or specifications that govern the welding standards. Additionally, it records vital parameters like the type of base metal, thickness, and filler metal specifications, ensuring that all variables are accounted for. The WPQR also includes results from mechanical tests and non-destructive examinations, which validate the quality and integrity of the welds produced. By documenting the positions in which the welder is qualified to work, the form establishes a clear framework for assessing skills across different welding scenarios. Ultimately, the WPQR not only certifies a welder's competencies but also ensures compliance with industry standards, contributing to the overall safety and reliability of welded structures.
Misconceptions about the Welder Performance Qualification Record (WPQR) form can lead to confusion and misinterpretation of its purpose. Here are five common misconceptions:
Understanding these misconceptions is crucial for anyone involved in the welding industry. Accurate documentation helps ensure safety, quality, and compliance with industry standards.
Filling out the Welder Performance Qualification Record form is a critical step in ensuring that welders meet industry standards. However, several common mistakes can compromise the integrity of the qualification process. One frequent error occurs when individuals fail to provide complete information in the designated fields. For example, omitting the welder's Social Security number or ATF number can lead to difficulties in verifying qualifications later on. Each section of the form serves a purpose, and incomplete entries can result in delays or rejections of the qualification.
Another mistake often made is the improper selection of welding processes and types. The form requires specific details regarding whether the welding is manual, semiautomatic, mechanized, or automatic. Inaccurate descriptions can misrepresent the welder's capabilities. When a welder lists a process that does not match the actual technique used during testing, it creates confusion and undermines the validity of the qualification.
In addition to process selection, mismanagement of the qualification range is a notable issue. The form includes various parameters, such as base metal specifications and thicknesses. Failing to accurately record these details can lead to significant discrepancies in testing outcomes. For instance, if the thickness of the plate or pipe is not correctly noted, it may not align with the requirements set forth by the relevant codes or specifications. Such oversights can invalidate the qualification.
Lastly, individuals often overlook the importance of signatures and certification statements. The form requires a certification that the information provided is correct and that the tests were conducted according to established guidelines. Without the appropriate signatures from the qualified individuals, including the Certified Welding Inspector (CWI), the record may lack authenticity. This omission can result in the disqualification of the welder, despite having met all other criteria. Attention to detail in these areas is essential for maintaining the credibility of the qualification process.
Completing the Welder Performance Qualification Record form requires careful attention to detail. Each section must be filled out accurately to ensure that the qualifications are properly documented. Follow these steps to fill out the form correctly.
Make a Utility Bill Online - This helps in confirming your eligibility for assistance programs.
How Much Does a 4 Point Inspection Cost in Florida - Each section of this form is interconnected, reflecting the complex relationship between different home systems.
Utilizing the correctly constructed form is essential for a smooth transaction; resources such as My PDF Forms can provide the necessary templates to facilitate the process, ensuring that both buyers and sellers have a clear understanding of their obligations and rights.
Section 8 Extension Request Letter - Consult local resources if you need help filling out the form.